Тигель для плавки металу своїми руками (для свинцю, алюмінію, срібла і т.п.)
- Трохи про плавці
- відновлення
- Витримка
- З чого робити
- Про графітових тиглях
- способи нагріву
- електронагрів
- Відео: електричний тигель для плавки свинцю
- Відео: індукційний нагрів своїми руками
- Відео: міні піч для плавки алюмінію
- керамічний нейтральний
- Млин для шамоту
- Підготовка формувальної маси
- обезвоздушіванія
- зберігання
- Використання
- графітований
- А навіщо?

Автор: Колесников Юрій Федорович, інженер-теплотехнік *
Тигель - посудину для плавки металу. У тиглях плавлять, як правило, переробний метал, тобто вже доведений до потрібного ступеня якості для відливання в форму або афінажу (глибокого очищення від домішок). Генеральна лінія розвитку великої металургії - зменшення кількості переділів, аж до випуску кондиційного металу відразу з плавильної печі, але в промисловості тигельна плавка досі зберігає істотне значення, а в кустарному майстерності і ювелірній справі домінує.
Тигель не просто достатньо жаростійкий посудина. Його хімічний склад і конструкція повинні відповідати виду металу, що переплавляється та режиму плавки. У цій статті описується, як зробити тигель своїми руками і яким умовам він повинен задовольняти для користування будинку або в малій майстерні. У розрахунку на початківців металургів доведеться спершу торкнутися самого процесу плавки металу, тому що вимоги до тиглю визначаються в основному його умовами.

Плавка металу в тиглі в домашніх умовах
Трохи про плавці
У глибокому вакуумі переплавляє метал високої чистоти можна нагріти точно до температури плавлення або трохи вище, і витримати при ній деякий час, щоб розплавилися крихітні, буквально в кілька атомів, залишки кристаллитов. Потім металу можливо дати охолонути трохи нижче температури плавлення - він залишиться рідким, як перенасичений розчин без кришталика-затравки. Якщо тепер метал вилити, також у вакуумі, в форму з хімічно абсолютно інертного матеріалу, в яку поміщений затравочний кристалик того ж металу, то, дотримуючись усіх тонкощів даної технології, отримаємо монокристалічного виливок, що володіє унікальними властивостями.
В аматорських умовах вакуумна плавка, на жаль, нездійсненна. Щоб правильно самому виготовити тигель для плавки металу, потрібно врахувати ряд особливостей плавки в НЕ інертною хімічно газовому середовищі. Переплавляє метал, по-перше, взаємодіє з повітрям, чому частина його втрачається на освіту оксиду, що особливо важливо при переплавки брухту дорогоцінних металів: при своїй температурі плавлення (1060 градусів Цельсія) навіть золото помітно окислюється. Щоб до певної міри компенсувати окислення, тигель повинен створювати для розплаву відновну середу або бути хімічно інертним, якщо метал плавиться чистим відкритим полум'ям, див. Далі.
По-друге, щоб метал в тиглі не застиг, поки його донесуть до ливарної форми, щоб залишки вихідних кристалітів не зіпсували виливок, і розплав придбав достатню плинність, метал в тиглі перегрівають. Напр., Температура плавлення цинку - 440 градусів, а його ж ливарна - 600. Алюмінію, соотв., 660 і 800. Оскільки перегрів металу після розплавлення вимагає деякого часу, заодно відбувається і дегазація розплаву, це по-третє.
відновлення
У металургії в якості відновників використовують переважно атомарний вуглець C, монооксид вуглецю CO (чадний газ) і водень H. Останній найчастіше випадковий гість, тому що для цієї мети занадто активний і поглинається металами, не утворюючи з ними хімічних сполук, у великих кількостях, що псує ливарний матеріал. Напр., Тверда платина при кімнатній температурі здатна поглинути до 800 обсягів водню. Платинова болванка у водневій атмосфері буквально на очах спухає, тріскається і розпадається на шматки. Якщо їх вийняти їх водневої камери і нагріти, водень виділиться назад.
Примітка: подібним чином, але в менших кількостях, метали поглинають / виділяють і інші гази, напр. азот. Саме тому потрібно дегазація розплаву, див. Також нижче.
Помітну частку водневе відновлення має місце при нагріванні відкритим полум'ям газового пальника, при його контакті з менш нагрітою поверхнею. До псування металу справа не доходить - поглинений водень далі в процесі плавки виділяється і згоряє. Але, якщо до газопоглинання схильний і матеріал тигля, він під час плавки може тріснути і лопнути, це потрібно обов'язково мати на увазі.
Відновлення CO помітно, якщо метал в тиглі плавиться відкритим полум'ям рідинної (бензинової, гасової, дизельної) пальника, з тих же причин. Рідке паливо згорає багато повільніше газу, і зона його догорання тягнеться на кілька см від сопла пальника. Відновлення чадним газом - саме, з точки зору металу, чисте, бо нічого не псує метал і не дає побічних продуктів при сильному надлишку відновника. Тому відновлення CO широко використовується в металургії при виплавці металу з руди, але як зробити тигельну піч (див. Далі), в якій компенсація окислення повністю забезпечувалася б CO, поки ніхто не придумав.
Атомарний вуглець відновник досить енергійний для того, щоб компенсувати окислення. Створити за допомогою C відновну середу в тиглі також нескладно: досить ввести вільний вуглець в тій чи іншій аллотропическими модифікації до складу його матеріалу або весь тигель виконати з жаростійкого і механічно досить міцного алотропія C; таким є графіт. При відновленні C існує небезпека науглероживания розплаву, але графіт виділяє при нагріванні зовсім небагато атомарного вуглецю. Якщо гріти метал в графітовому тиглі газовим полум'ям, то надлишковий C тут же знайде собі більш «смачний» для нього H і небезпека науглероживания зведеться до нуля. А для інших способів нагріву (див. Далі) можна підібрати розміри, конфігурацію тигля і присадку графіту до його матеріалу так, що зайвого C просто не буде при будь-якому мислимому режимі плавки. Це дуже цінна властивість графіту, теж майте на увазі.
Примітка: коефіцієнт температурного розширення графіту ТКР негативний, що істотно компенсує теплове розширення тигля, підвищує його стійкість і збільшує ресурс. Теж цінна якість.
Витримка
Отже, чому розплав в тиглі потрібно перегрівати і витримувати, зрозуміло. Хоча лиття з металу зовсім інша тема, тут все ж потрібно згадати, що час витримки розплаву слід дотримуватися досить точно. Хімічно чисті метали на практиці майже не застосовуються, напр. золото 9999 дуже швидко стирається; виняток електротехнічна мідь і цинк для оцінкові, вони чим чистіше, тим краще. Найчастіше використовують т. Зв. евтектичних сплави; напр. сталь це евтектика заліза з вуглецем, а дюраль - складна евтектика з декількох компонент. Якщо дати розплаву перестояла, структура евтектики в литві зміниться і готовий виріб вийде зіпсоване. Особливо критично час витримки для бронзи і латуні: лити їх потрібно негайно, як тільки гра розплаву в тиглі мабуть зміниться, стане спокійніше. Пам'ятайте, як інженер Телегін в «Ходіння по муках» А. Н. Толстого турбувався, як би тимбронза не перестояла?
Стосовно до виготовлення саморобного тигля дегазація розплаву при витримці цінна тим, що в цей час він (чаша) відчуває значні динамічні навантаження від бульбашок газів, що виділяються і / або гри самого розплаву. Тобто, зробити тигель витримує велику кількість термічних деформацій і, якщо потрібно відновлювальних, мало. Його матеріал повинен бути і достатньо вузькому, щоб витримувати ударні хвилі від лопаються бульбашок і поштовхи від струменів розплаву. Саме цією обставиною пояснюється низька стійкість і надійність саморобних графітових тиглів, (див. Далі).
З чого робити
Плавильні тиглі виготовляються (див. Рис. Нижче):
- керамічними хімічно нейтральними;
- керамічними графітовими;
- графітовими;
- чавунними;
- сталевими.

Тиглі для плавки металу з різних матеріалів
Їх порівняльні характеристики такі:
- Керамічні нейтральні - використовуються для переплавлення брухту ювелірних виробів зі збереженням проби, тому що при непрямому нагріванні (див. нижче) властивостей металу не змінюють. Самому зробити можна, але складно (див. Далі) і чи варто? Тигель для золота на 50 г коштує в ювелірному магазині до 100 руб. Без проблем придатні для плавки в індукційній печі (див. Далі), тому що майже не поглинають енергію електромагнітного поля (ЕМП). Ресурс - 10-30 плавок.
- Керамічні графітові - придатні для плавки будь-якого металу; в домашніх умовах до 1,5-2 кг за раз. Для використання в індукційній печі її потужність на ту ж кількість металу доведеться підвищити в 1,5-2 рази внаслідок поглинання ЕМП струмопровідних графітом. Самому зробити можна, див. Далі. Ресурс - до 50 і більше плавок.
- Графітові - придатні для переплавки старого, окисленого брухту кольорових і дорогоцінних металів, тому що створюють сильну відновлювальну середу. Плавка срібла відкритим газовим полум'ям в графітовому тиглі дозволяє майже повністю відновити вихідний вага окисленого металу. Самостійно не робляться, див. Нижче. Ресурс - понад 100 плавок.
- Чавунні - використовуються в основному для переплавки червоної міді в безкисневому, тому що активно поглинають кисень. Ресурс - до 30 плавок, а потім аморфний вуглець з чавуну йде і тигель деградує.
- Сталеві - саморобний дешевий варіант для плавки невеликих кількостей алюмінієвих і магнієвих сплавів і ін. Хімічно інертних в розплаві металів. Можливе застосування для переплавки невеликих кількостей свинцю в рибальські грузила і т.п.
Примітка: графітові, чавунні і сталеві тиглі для використання в індукційних печах (див. Далі) абсолютно непридатні, тому що повністю поглинають енергію ЕМП.
Про графітових тиглях
Графітові тиглі роблять або точеними з масивного природного графіту (дорогі), або спеченими при високій температурі з графітового порошку (дешевше, але все одно не дуже-то дешеві). Любителі часто намагаються робити «графітові» тиглі з меленого графіту на сполучному з каоліну і т.п., але це виходять не графітові, а надмірно графітові керамічні тиглі - тендітні, що витримують не більше 10 плавок і псують метал внаслідок надлишкового виділення атомарного вуглецю дрібнодисперсним графітом . Більш-менш раціональний спосіб використання меленого графіту в аматорській тигельної плавці - зробити з нього настільну міні тигельну грубку для керамічних нейтральних тиглів, див. Рис.
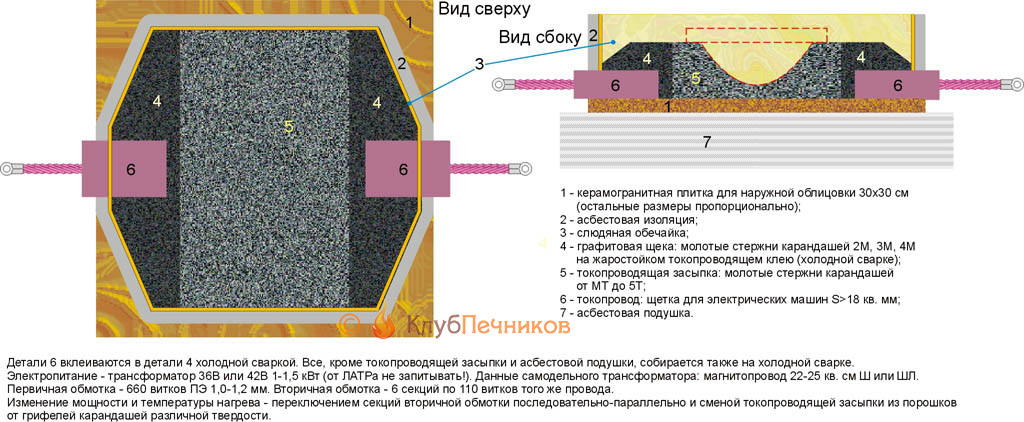
Графитовая міні-піч для нагрівання ювелірного тигля
Холодне зварювання для збірки даної печі слід використовувати на температуру не нижче 800 градусів - добре проводять електрику щоки за час однієї плавки не гріють вище 400. Не набагато більше нагріється без тигля і графітовий порошок, але, коли тигельок в нього утиснений, він виявиться в гарячому плямі понад 1000 градусів внаслідок ущільнення порошку під тиглем.
Якщо плавиться золото, то після закінчення плавки і охолодження печі графітовий порошок висипають і перетрушують, тому що він спікається. Для плавки срібла і мельхіору порошок видаляють і перетрушують через 3-5 плавок, так піч швидше нагрівається. У будь-якому випадку, щоб тримати відновну середу, піч під час плавки накривають слюдяною кришкою.
способи нагріву
Якщо потрібно переплавити за раз більше 150-200 г металу, то до тиглю знадобиться спорудити і тигельну піч, інакше добитися однорідності розплаву і високої якості виливки буде дуже важко. Виняток - легкоплавкий і легко відновлюється свинець: його за один раз в домашніх умовах можна переплавити до 20-30 кг. Відносне виняток - цинк для гарячого цинкування, його розплаву в тиглі без печі може бути до 2-2,5 кг, але поверх нього обов'язково потрібно сипати буру, щоб дзеркало розплаву було повністю покрито її киплячим шаром. Сталевий кріплення кидають в розплав крізь шар бури.
Оптимальний в усіх відношеннях спосіб нагріву тигля в печі - газом, поз. 1 на рис., Але газова тигельна піч досить складна споруда, хоча і цілком може бути виготовлена самостійно. Найбільш відповідний тигель для газової печі - керамічний графітований, тому що його матеріал володіє досить високою теплопровідністю. При особливо високих вимогах до чистоти металу краще використовувати керамічний нейтральний тигель. При знижених для легкоплавких металів - чавунний, як краще проводить тепло і тим самим економить паливо. Графітові тиглі в газову піч ставлять, тільки якщо потрібно сильне відновлення старого окисленого металу, а небезпека науглероживания несуттєва, напр., При переплавки витягнутого з землі срібла на афінаж
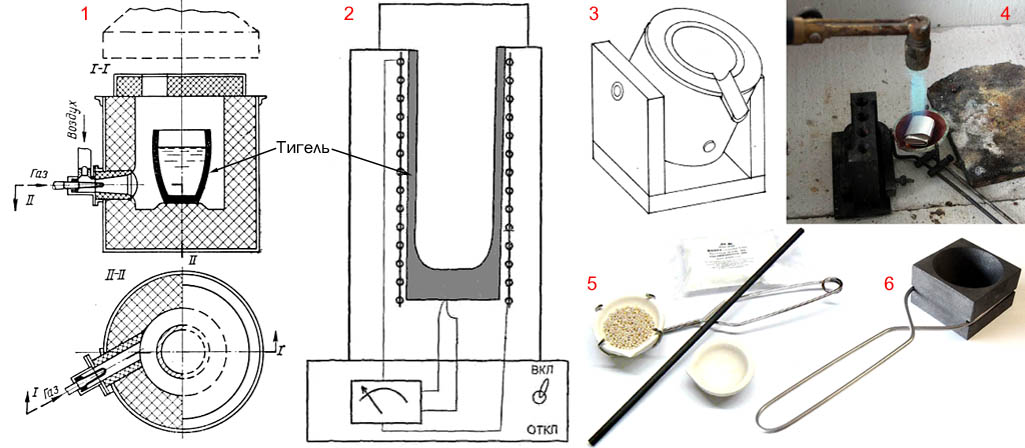
Способи плавки металу в тиглі
Для легкоплавких металів часто найбільш економічної виявляється електрична тигельна піч, поз. 2; вона може бути т. зв. омічний (з нагріванням нихромовой спіраллю) або індукційної, з нагріванням від генератора електромагнітних коливань, див. нижче. В індукційній печі застосовні тільки керамічні нейтральні або, в обмежених межах, графітові тиглі.
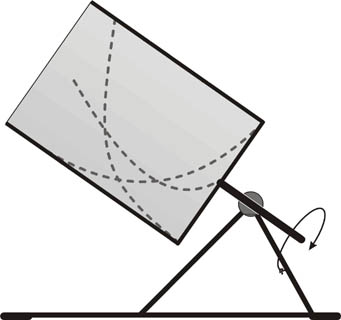
Якщо тигель більш ніж на 2-2,5 кг металу, то тигельну піч за правилами безпеки потрібно робити перекидної (поз. 3), тому що і 1 кг пролитого на підлогу розплаву це вже велика біда. Метал в дрібних ювелірних тиглях, навпаки, переважно гріти без печі, безпосередньо полум'ям пальника, поз. 4. У такому випадку тигель весь час плавки утримують спеціальним пружинним захопленням, поз. 5 і 6.

Примітка: срібло і його сплави, а також свинець на грузила, в домашніх умовах в кількості до 15-20 г можна плавити, використовуючи замість тигля ... ложку з харчової нержавійки, див. Рис. праворуч. Для безпеки тоді треба зробити до губок лещат прокладки з поздовжніми пропилами під ручку ложки. Полум'я - виключно газове; бензинове може спалити ложку.
електронагрів
Омічні тигельні печі використовуються в основному для плавки свинцю або олова. Для більш тугоплавких металів вони виявляються неекономічними, але свинцю в домашній тигельної електропечі за раз можна переплавити до 20 кг; як самому зробити електричний тигель для плавки свинцю см. напр. відео:
Відео: електричний тигель для плавки свинцю
Плавка алюмінію в тиглі, виявляється вигідніше індукційна внаслідок його високої електропровідності, але з міддю цей фокус вже не проходить - її температура і прихована теплота плавлення багато більше. При індукційному способі плавки метал гріють вихрові струми Фуко, для чого тигель з ним поміщають в ЕМП котушки з товстого мідного дроту, що живиться змінним струмом від генератора електромагнітних коливань. Як зробити своїми руками генератор для індуктивного нагріву невеликих кількостей металу, напр., На дрібнички, описано в інших матеріалах, або, наприклад, див. Слід. відео керівництво.
Відео: індукційний нагрів своїми руками
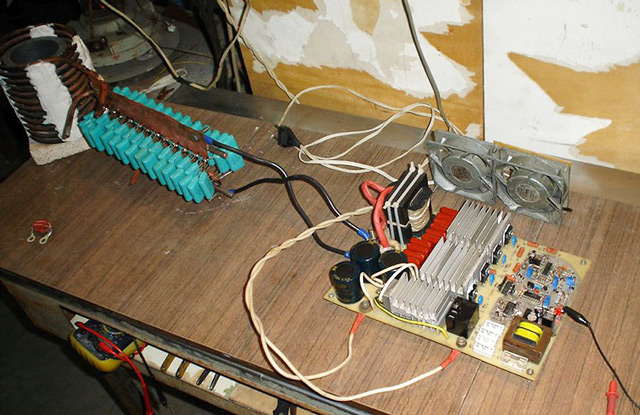
Індукторного тигельна піч для плавки алюмінію
Зі збільшенням кількості металу, що переплавляється не тільки зростає необхідна потужність генератора, але і падає оптимальна його частота, це позначається т. Зв. поверхневий ефект (скін-ефект) в металі. Якщо 100-200 г алюмінію можна переплавити в ЕМП від будь-якого саморобного генератора для індуктивного нагріву , То установка на 1,5-2 кг дюралю або магнієвого сплаву являє собою вже солідна споруда, див. Рис. праворуч. Якщо ви маєте намір працювати з алюмінієм, то гарненько подумайте - а чи варто щось подібне городити? Чи не простіше вийде міні газова піч для плавки невеликих кількостей алюмінієвих сплавів, см. Напр. ролик
Відео: міні піч для плавки алюмінію
робимо тиглі
Тепер прийшов час зробити своїми руками плавильний тигель. З вищесказаного ясно, що своїми руками має сенс робити тиглі:
- сталевий;
- Керамічний нейтральний;
- Керамічний графітований.
Про сталевих тиглях особливо говорити нічого - це просто посудина зі сталі в привареної ручкою. Використовуються сталеві тиглі для переплавлення легкоплавких металів; іноді - цинку на гарячу оцинковку з якістю до 3+. Сталеві тиглі для свинцю, олова і цинку придатні тільки для плавки одного конкретного металу, тому що після 1-2 плавок самі покриваються їм зсередини.
керамічний нейтральний
Склад суміші для формування керамічного нейтрального тигля - 7 частин шамотної глини, 1 частина дрібно меленого шамоту (до фракції <1,5 мм) і 10 ст. ложок рідкого скла (силікатного канцелярського клею) на 1 л сухої суміші. Мелений шамот в невеликих кількостях можна отримати з шматків шамотного цегли, потовчених в фаянсової ступці (продаються в магазинах господарських, медичного обладнання та деяких аптеках). Не шкода грошей на крутизну - можна в сувенірному купити агатове, вони більш стійкі. Якщо ж ви збираєтеся лити метал регулярно і досить багато, або робити тиглі на продаж, то, можливо, краще буде зробити для розмелювання шамоту ланцюгову або кулькову млин.
Млин для шамоту
Пристрій саморобної млини для розмелювання шамоту
Шамот тонкого помелу входити до складу сировини для формирование и нейтрального, и графітованої тіглів, причому якість и довговічність тигля много в чому від него залежався, а дроблення шамоту кустарним способом дуже Занадто много и не дает Цілком доброякісного матеріалу. Пристрій ланцюгової Млини для мінеральної сировини показано на рис. праворуч. Матеріал - сталь. Ланцюгів - 4; їх підвішують наперекрест так, щоб горизонтальними вони провисали на прим. на 1/3 діаметра бака. Варіант замість ланцюгів на 1 битий шамотна цегла - 2-3 жмені кульок від підшипника. Нові покупні обійдуться дорожче ланцюгів, але старі від розбитих підшипників цілком придатні. Привід будь: ручний, електричний. І ланцюгова, і кулькова млини здатні розмолоти шамот в пил на кшталт цементу; для отримання певних фракцій млин зупиняють раніше. Зів бака, щоб не пиліло, на час помелу чимось прикривають. Цегла для розмелювання досить кинути з висоти на тверду підлогу і отримані шматки завантажити в млин.
Підготовка формувальної маси
Змішуємо суху глину з меленим шамотом до повної гомогенності (однорідності). Ідеальний варіант - прокрутити 15-20 разів в тій же млині; якщо вона кульова, то кульки в бак можна не кидати. Вивантажуємо перемішану масу і додаємо потроху води (1,5-2,5 частини), перемішуючи вже вручну, до консистенції: стисла в кулаці, злипається в грудку, але не прилипає до шкіри і не продавлюється між пальцями. Додаємо рідке скло, також розмішуючи до повної однорідності, це самий трудомісткий етап.
обезвоздушіванія
Всього один залишився в масі для керамічної тигля бульбашка повітря здатний привести до того, що тигель від нагрівання лопне. Тому з маси потрібно вибити повітря. Для цього на тверду підлогу стелять чисту плівку; газету, як радять в деяких посібниках, не треба - маса набереться паперових волокон.
Для вибивання повітря весь ком маси з силою кидають на підлогу багато разів. Практично - після того, як з шльопати маси перестали вискакувати бульбашки, ще не менше 10 разів.
зберігання
На зберігання відбиту масу кладуть в скляний посуд з герметично закривається кришкою. У пластиковій і тим більше загорнута з кілька шарів плівки маса пересихає за кілька тижнів, і відновленню не підлягає, а в склі в прохолодному місці зберігається більше півроку.
Використання
Тиглі з отриманої маси просто ліплять руками або формують в руйнується гіпсовій формі або в розбірний, як описано далі. Відформований тигель сушать, і, що для даної маси абсолютно обов'язково, після сушки отжигают в муфельній печі годину-дві при температурі 800 градусів. Саме при такій температурі рідке скло розплавиться і міцно зв'яже інші компоненти. Нижче - тигель зруйнується при першій плавці; вище - при відпалі. Це дуже суттєвий недолік даної технології, тому що муфельна піч обладнання не з дешевих і не з простих, хоча зробити її своїми руками теж можливо . Максимальна робоча температура отриманих тиглів - до 1600 градусів; ресурс, при якісному помоле шамоту - до 30 плавок.
графітований
Технологія виготовлення графітірованних тиглів для плавки будь-яких металів, в т.ч. чорного брухту, при будь-якому способі нагріву, добре описана в статті автора А. Ramir від 2006 р, (див. dendrite-steel.narod.ru/stat-ramir-3.htm). А. Ramir, судячи з усього, самоучка, але тим більше йому честі - його вироби цілком відповідають хорошим промисловим зразкам. Однак, по-перше, його стаття багато разів переписана рерайтерами, які явно в своєму житті відливали не метал. По-друге, до неї в пошуку не завжди доберешся, і креслення чомусь не завантажуються, хоча вони начебто в вільної роздачі. По-третє, до матеріалів А. Ramir є що додати, не в образу йому. Одне з правил техніки свідчить: в хорошій конструкції завжди знайдеться, що вдосконалити. Тому повторимо і доповнимо основні моменти зазначеної публікації.
Креслення тиглів зі згаданої статті дано на рис .:
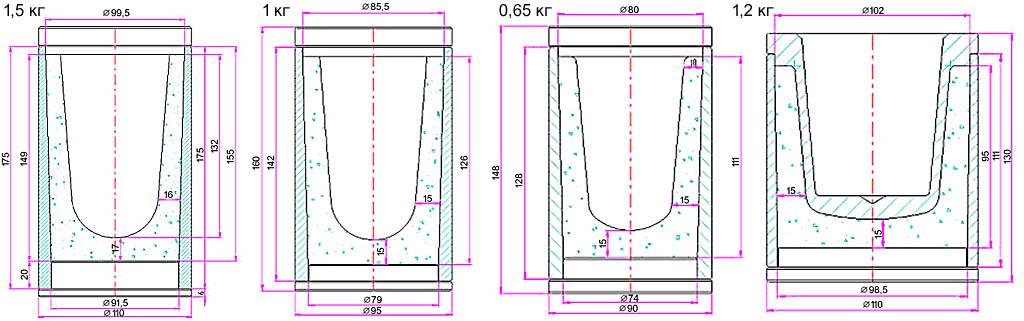
Креслення тиглів для плавки металу
У кг вказано максимальна вага переплавляють сталі; на інший метал його потрібно перераховувати. Головні труднощі в даному випадку представляє виготовлення опоки - круглої обичайки прес-форми. Її внутрішня поверхня конічна, інакше готовий тигель після формування не винесено, тому А. Ramir використовував точені опоки.

Як правильно вибрати хомут для стяжки обичайки прес-форми для тигля
Тим часом опоку для будь-якої з цих форм можна зробити з відрізка пластикової труби. Його в 3-х місцях, внизу, посередині і вгорі, перехоплюють гвинтовими хомутами, і гріють зсередини феном. Підтягуючи хомути, отримують поверхня не цілком конічну, але з тигля опока зніметься. Потрібно тільки використовувати черв'ячні хомути (див. Рис. Справа) або їх саморобні аналоги. Будь-який інший хомут деформує трубу поперек. Опока з неї швидше за все зійде з тигля, але він довго не прослужить або трісне при першій же плавці.
Склад суміші, застосованої автором - 7 об'ємних частин меленого шамоту, 3 частини гончарної або пічної глини і 1 частина меленого графіту. А. Ramir дає і рецепт з 2 частинами графіту, але по відновлювальної здатності це явний перебір, а ймовірність розтріскування тигля з суміші 7: 3: 1 зведеться до нуля, якщо шамот потовкти на порох в ступці або розмолоти в млині (див. Вище) .
Вимочувати шамотна цегла, як радить А. Ramir, потрібно тільки перед дробленням описаним їм кустарним способом. Сухі компоненти змішуються до повної однорідності в зазначеній послідовності (шамот, глина, графіт) і зачиняються водою при безперервному перемішуванні до консистенції, як описано вище. Вибивати повітря з цієї маси немає необхідності, тому що вона обезвоздушівается в процесі формування. Суміш не зберігається, тому готувати її потрібно безпосередньо перед виготовленням тигля.
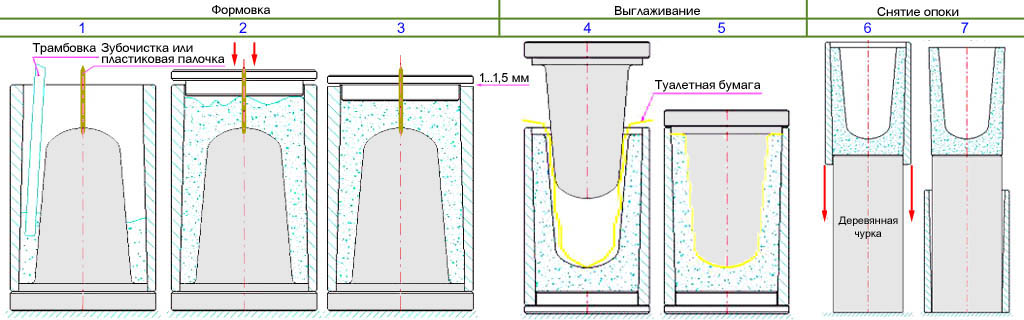
Формування тигля для плавки металу
Для формування внутрішньої поверхні тигля потрібно виточити з твердого дерева бовдур (залитий сірим на поз. 1-5 рис.), Ошкурить його і, дуже бажано, пройтися по ньому шкірою до повної гладкості поверхні. У центрі поверхні бовдура, формує дно тигля, свердлять глухе отвір і вставляють в нього зубочистку або, краще, круглу гладку пластикову паличку від вушної ковирялкі. Сірник, яку використовував А. Ramir, варіант не найкращий - при витягуванні часто ламається, а виріб від цього йде в шлюб.
Примітка: використання будь-яких мастил при формуванні тигля неприпустимо - вони вбереться в його матеріал, і тигель від нагрівання лопне.
Форма наповнюється сумішшю шарами по 15 мм, і кожен шар трамбується дерев'яної трамбуванням. Це найвідповідальніший етап: бульбашки і нерівномірне ущільнення суміші неприпустимі. Коли до верху опоки залишиться ок. 12 мм, суміш ущільнюють вже витонченою кришкою з отвором під стерженек з центрі, поз. 2. Суміш додають шарами по 1-2 мм, поки зазор між дуже сильно притиснутою кришкою і верхнім краєм опоки не досягне 1-1,5 мм, поз. 3. Якщо зазор вийшов більше, частина суміші можна відібрати. Далі кришку знімають і стерженек з бовдура обережно витягують пассатижами, кришку ставлять назад і форму перевертають. До днища бовдура саморізами прикріплюють рукоять і, обережно повертаючи його туди-сюди, витягують з виливки.
Примітка: якщо стерженек в дно бовдура не вставляти, його неможливо буде зняти, не зруйнувавши виливки - вакуум під бовдуром не дасть.
Формування тигля з плоским дном (який на 1,2 кг) має особливості - його бовдур просто так не витягнеш. Тому, коли трамбуемая маса підніметься до плоского верху бовдура, на нього укладають гурток з туалетного або фільтрувального паперу.
Тепер тієї ж масою закладають отвір від стерженька і дрібні дефекти внутрішньої поверхні тигля. Вона повинна бути абсолютно гладкою, інакше ймовірність руйнування тигля при плавці досить велика, так що після виправлення дефектів її потрібно загладити. Кращий спосіб для цього - вистилати її туалетним папером (поз. 4), вставити бовдур (поз. 5), і кілька разів провернути.
Залишилося зняти опоку. Для цього її разом з тиглем перевертають знову в робочий (для тигля) положення, підставляють круглу дерев'яну цурку і обережно стягують опоку, поз. 5 і 6. Якщо опока пластикова, то її виступаючий верхній край в декількох місцях трохи відгинають назовні пальцями; швидше за все, опока після цього зійде як по маслу.
І, нарешті, готову виливок сушать. Устаткування - кухонна плита з духовкою. Виливок ставлять догори дном на деко і поміщають в духовку. Півгодини гріють на самому малому газу, потім ще півгодини на середньому (температура по вбудованому термометру - ок. 150 градусів) і ще 2 години на повному. Після цього вогонь вимикають і залишають виливок в духовці остигати до завтрашнього ранку. Відкривати духовку в усі час сушіння не можна!
Перед використанням тигель потрібно перевірити на приховані тріщини. Для цього його, тримаючи кінчиками пальців за дно, по колу зверху вниз простукують нігтями. Кожен стукіт повинен відгукуватися дзвоном. Якщо десь не задзвеніло - шлюб, плавити з такому не можна. Відпал для виготовленого за даною технологією тигля не потрібно. Скрізь дзвенить - можна в ньому відразу плавити.
А навіщо?
У читача, який цікавиться домашньої металургією «для загального розвитку», може виникнути питання: а до чого всі ці клопоти? Не всі ж бродять з металошукачем в лісі після дощу, не всі захоплені виплавкою булату будинку, і далеко не у всіх є на прикметі центнери старої електроніки, з яких можна витягти десятки грамів золота, платини, паладію.
Поцікавимося тут же, в інтернеті, скільки коштує свинець у зливках. Потім, в найближчому рибальському магазині, а скільки - кілограм вантажив з нього? Зменшив удвічі, щоб власник напевно спокусився, і підрахуємо «навар».
Здівовані? Можна піднятися і крутіше, якщо є художній смак і навички литися по виплавленої формі. Матеріал для порівняння - бронзовий брухт і статуетки з неї ж.
Але ще більше підйом буде на бронзових гвинтах для маломірних суден. Правда, і зробити гребний гвинт багато складніше - потрібно точно витримати профіль, крок і конфігурацію лопатей. А в цілому тигельна плавка металу в домашніх умовах справа дуже вигідна. Було б бажання.
Толстого турбувався, як би тимбронза не перестояла?Самому зробити можна, але складно (див. Далі) і чи варто?
Якщо ви маєте намір працювати з алюмінієм, то гарненько подумайте - а чи варто щось подібне городити?
А навіщо?
У читача, який цікавиться домашньої металургією «для загального розвитку», може виникнути питання: а до чого всі ці клопоти?
Потім, в найближчому рибальському магазині, а скільки - кілограм вантажив з нього?
Здівовані?